
Guía de Contenido
¿Te ha pasado que después de esperar horas por una impresión 3D perfecta, aparece una especie de “telaraña” de hilos entre las partes de tu pieza? (No estás solo). El stringing (o hilos) es uno de los problemas más habituales que enfrentan tanto makers novatos como avanzados.
Este artículo va a ayudarte a entender por qué ocurre, qué ajustes debes probar primero y cómo solucionarlo paso a paso, con recomendaciones prácticas que funcionan en impresoras FDM como tus Ender 3 V2, Ender 3 V3 o Ender 3 V3 KE (y muchas más).
¿Qué es el stringing o encordado en impresión 3D?
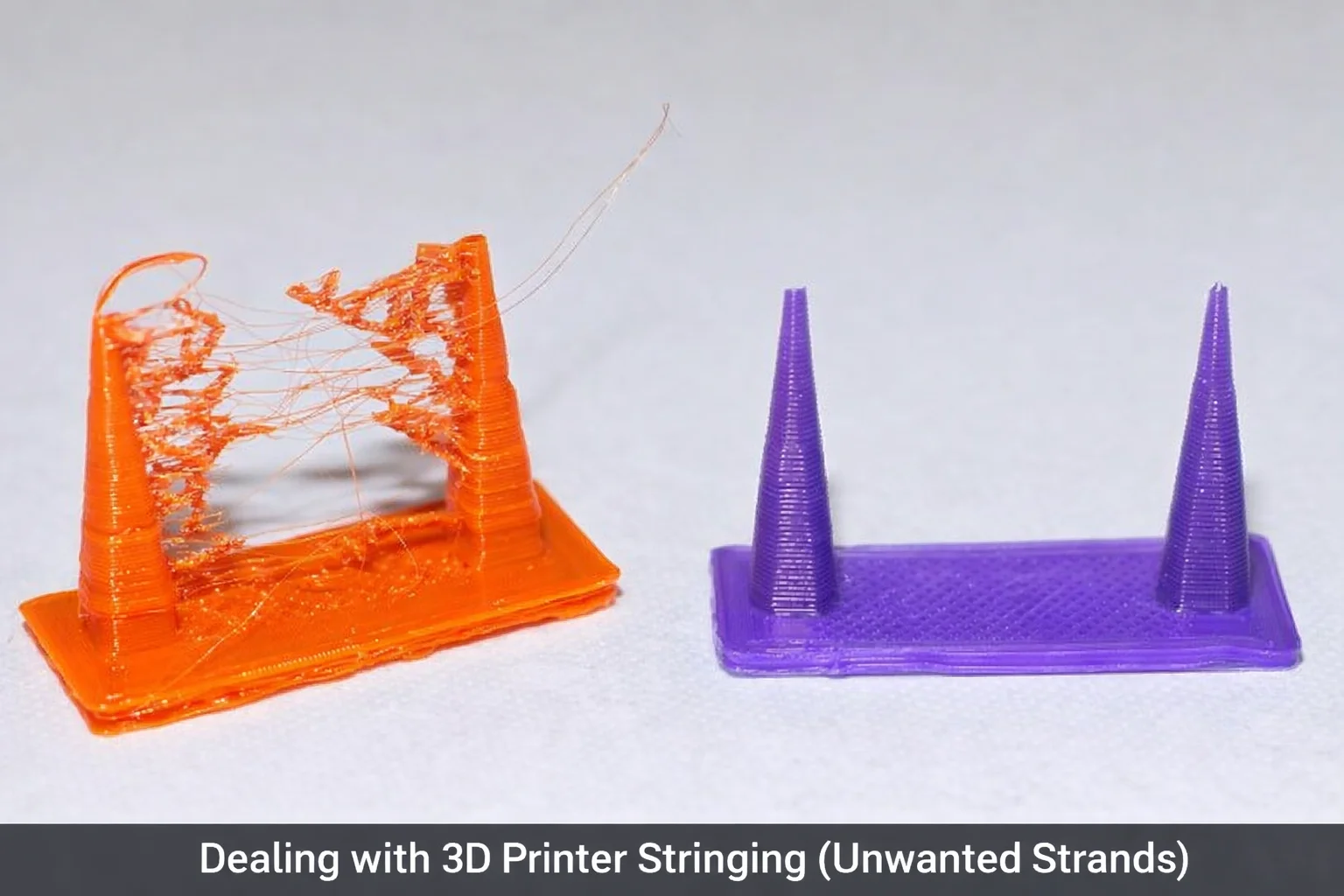
Cuando tu impresora 3D mueve el cabezal de un punto a otro mientras imprime, puede dejar pequeños hilos de filamento entre dos zonas que estaban separadas. Visualmente parecen telarañas finas o “pelusa” adherida a tu modelo.
Este problema suele suceder cuando el filamento sigue saliendo de la boquilla durante los desplazamientos (llamados travel moves) aunque no esté imprimiendo en ese momento.
Causas más comunes del stringing
A continuación te explico lo que más suele provocar hilos en tus impresiones:
🔹 1. Retracción insuficiente
Si la retracción no está ajustada correctamente, el filamento no se retrae dentro del extrusor lo suficiente y gotea mientras el cabezal se mueve.
Tip: Empieza con valores conservadores y ve subiendo poco a poco hasta que desaparezcan los hilos sin causar otros problemas.
🔹 2. Temperatura de impresión demasiado alta
Cuando la boquilla tiene mucha temperatura, el filamento está más líquido y fluye incluso cuando no debería.
Guía de referencia de temperatura:
- PLA: 180–220 °C
- ABS: 200–250 °C
- PETG: 220–250 °C
Esto puede variar según marca de filamento, pero te da una base.
🔹 3. Velocidad de movimiento lenta
Si la impresora se mueve demasiado despacio entre puntos sin imprimir, el filamento tiene más tiempo de gotear.
Aumenta la velocidad de desplazamiento en tu slicer (por ejemplo, Cura u otro) para reducir el tiempo que la boquilla pasa fuera de zonas impresas.
🔹 4. Filamento húmedo o de baja calidad
Los filamentos que han absorbido humedad pueden crear micro-burbujas de vapor en el hotend, lo que genera goteo irregular.
Consejos:
- Almacena tus rollos en bolsa sellada con desecante
- Seca el filamento antes de usarlo
🔹 5. Configuraciones específicas del slicer
Algunas opciones como Combing (modo peinada) o ajustes de Z-hop pueden reducir o aumentar la probabilidad de hilos dependiendo de cómo se use.
Soluciones paso a paso
Aquí tienes una guía práctica para ir probando, ordenada de más fácil a más técnica:
🔹 1. Ajusta los parámetros de retracción
- Aumenta la distancia de retracción
- Aumenta la velocidad de retracción
En impresoras Bowden suele requerirse más retracción que en Direct Drive.
🔹 2. Optimiza la temperatura de impresión
Baja la temperatura en intervalos de 5–10 °C hasta encontrar el equilibrio entre buena adhesión y mínimo stringing.
🔹 3. Aumenta la velocidad de viaje
Esto limita el tiempo en el que el hotend está a alta temperatura mientras no imprime.
🔹 4. Activa opciones avanzadas del slicer
- Combing mode: hace que la boquilla se mueva por dentro de la pieza en vez de por el aire.
- Z-hop bien configurado: puede ayudar pero no siempre reduce el stringing.
🔹 5. Usa filamento seco y buena calidad
Filamento húmedo es una causa frecuente difícil de diagnosticar sin pruebas — pero secarlo suele ayudar mucho.
Distancia 3–6 mm
30–60 mm/s
Ajusta -5–10 °C
¿Esto también aplica a mi impresora 3D?
Aunque las impresoras como la Ender 3 V2, Ender 3 V3, o Ender 3 V3 KE tengan distintas configuraciones de extrusión, todas estas soluciones son universales para FDM si ajustas parámetros según tu máquina específica.
Por ejemplo, los ajustes de retracción pueden ser ligeramente diferentes dependiendo del tipo de extrusor que tenga tu impresora.
Si estás usando una de estas impresoras, prueba los pasos anteriores con:
- Retracción un poco mayor en impresoras con tubo Bowden
- Temperaturas según tu filamento
…y verás mejoras sustanciales.
El stringing puede ser frustrante, pero es uno de los problemas más frecuentes y más solucionables de la impresión 3D. Con unos ajustes de retracción, temperatura y movimiento bien calibrados, puedes lograr piezas limpias y sin hilos.
Cuando lo consigas, tus modelos se verán tan limpios que hasta te darán ganas de exhibirlos sin necesidad de lijar… y eso es una verdadera joya en impresión 3D
Preguntas Frecuentes sobre el stringing
Se producen porque el filamento fundido sigue saliendo de la boquilla durante los movimientos de desplazamiento cuando no debería ocurrir.
Sí. Utilizar un filamento seco y de buena calidad reduce significativamente el riesgo de aparición de hilos.
Generalmente sí, ya que reduce la fluidez excesiva del filamento, siempre que no se baje por debajo de la temperatura necesaria para una correcta extrusión.
La retracción hace que el filamento retroceda ligeramente antes de los movimientos de desplazamiento para evitar que siga saliendo material. Ajustar correctamente la distancia y la velocidad de retracción es clave para reducir el stringing.